

Продукция






-

Автоматическая Линия Формования Предварительно Скрученной Проволоки-6А
-

Изготовление предварительно отформованных ремонтных лент из алюминиевого сплава для изготовления броневых стержней
-
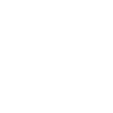
Производитель отливок из алюминиевой бронзы C95300, литейный завод ASTM B148-9B, поставщик отливок из медных деталей
-

Ленточная Шлифовальная Машина
-

Автоматическая Крутильная Машина Двойной Мощности Для Предварительно Скрученной Проволоки
-

OPGW / ADSS Кабельные готовые фитинги Принадлежности для линий электропередачи, Подвесной зажим с двумя армированными стержнями
-
Автоматическая Машина Для Разбрасывания Песка С Предварительно Витой Проволокой XGPS-1
-

Этикетировочная Машина Для Складывания Витой Проволоки
-
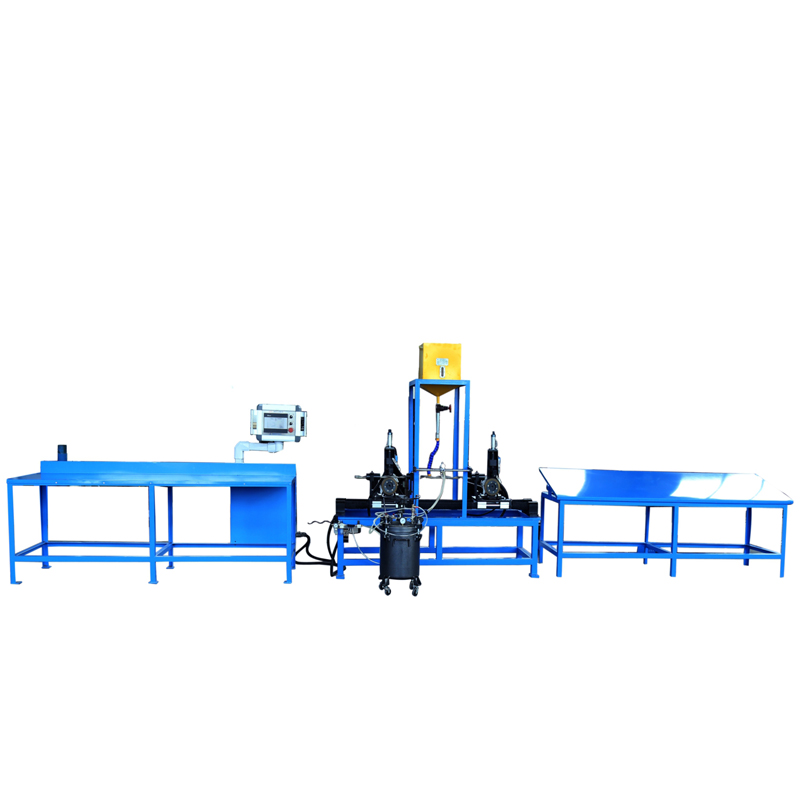
Pаспределительное устройство с газовой изоляцией (gis) бак, корпус, шкаф sf6, корпуса, обечайки, производитель корпусов, компоненты из алюминиевых сплавов (литье под низким давлением-обработка с ЧПУ-покраска-проверка на герметичность
-

XGJH-1 Автоматическая Крутильная Машина Для Предварительно Скрученной Проволоки
-

Кованая концевая арматура композитных изоляторов
-
изоляторы из силиконовой резины
-

Производство алюминиевых предварительно отформованных зажимов для тупиковых концов FTTH, предварительно отформованных армированных стержней для винтовых фитингов
-

Предварительно сформированный зажим натяжения заземляющего провода Поставщик производство Процесс
-

Высоковольтное оборудование Производитель фланцев из алюминиевого сплава,детали из алюминиевого сплава для литья под низким давлением для высоковольтных вводов / композитных изоляторов / высоковольтных ограничителей перенапряжения
-

XGZW-1 Автоматическая Гибочная Машина Для Предварительно Скрученной Проволоки

Литейные формы из алюминиевого сплава низкого давления производитель в Китае
-Область применения наших материалов Стандарты ASMT: A319, A356, A357, A413Стандарт GB: ZL101, ZL101A, ZL102, ZL107Стандарт BS: LM6, LM20, LM25Стандарт EN: EN AC-42100, EN AC-42200, EN AC-43000, EN AC-43200, EN AC-43300, EN AC-43400, EN AC-44200, EN AC-44300, EN AC-46000, EN AC-46200 Процес...
Описание
маркер

-Область применения наших материалов
Стандарты ASMT: A319, A356, A357, A413
Стандарт GB: ZL101, ZL101A, ZL102, ZL107
Стандарт BS: LM6, LM20, LM25
Стандарт EN: EN AC-42100, EN AC-42200, EN AC-43000, EN AC-43200, EN AC-43300, EN AC-43400, EN AC-44200, EN AC-44300, EN AC-46000, EN AC-46200
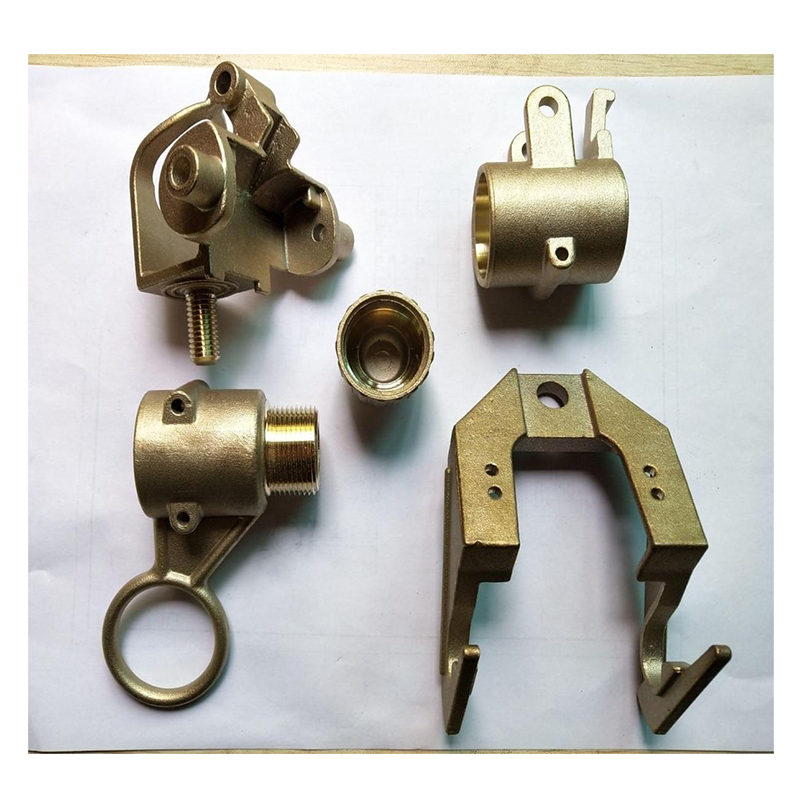
Процесс литья под низким давлением, разработанный в 1940-х годах, является самой ранней технологией литья под действием силы тяжести. С его помощью изготавливают алюминиевые детали со сложной геометрией и высоким качеством, такие как автомобильная ступица, цилиндр и головка цилиндра автомобильного двигателя, поршень, корпус ракеты, крыльчатка, индуктор и т.д. Стоимость оборудования несколько высока, но трудозатраты, как правило, невелики, поскольку процесс в настоящее время полу- или полностью автоматизирован.
Для улучшения и расширения возможностей литья алюминия в 2005 году мы инвестировали в литейное производство линию литья под низким давлением. В настоящее время мы располагаем 10 комплектами машин для литья под низким давлением весом от 500 до 800 кг. Эти машины полностью автоматизированы с помощью ПЛК, что позволяет повысить производительность при минимальном использовании таких ресурсов, как рабочая сила. Наши детали, отливаемые под низким давлением, охватывают автомобильные детали, электрические шкафы/корпуса, детали промышленных роботов, детали медицинского оборудования, детали осветительных приборов, детали хозяйственного инструмента и т.д.

Что такое литье под низким давлением?
В процессе литья под низким давлением пресс-форма обычно устанавливается над герметичным тиглем с расплавленным металлом. Стояк соединяется с пресс-формой сверху и выходит в тигель с расплавленным металлом снизу. Сжатый сухой воздух оказывает давление (0,015-0,1 МПа) на жидкую поверхность расплавленного металла в тигле и вытесняет металлическую жидкость в полость формы снизу вверх через стояк. Давление снимается после затвердевания отливки в литейной форме, после чего расплавленный металл в стояке возвращается обратно в тигель.
Иллюстрация процесса литья под низким давлениемФорма для литья под низким давлением может быть штамповой или песчаной. Процесс заливки отличается от гравитационного литья, например, гравитационного литья под давлением и литья в песчаные формы, или литья под высоким давлением.
При литье под низким давлением расплавленный металл, находящийся на дне тигля, подается в полость формы через стояк, что позволяет избежать попадания в полость формы шлака, плавающего на поверхности. Поэтому отливки, полученные по этому способу, имеют более высокую чистоту, чем при других способах литья.
Формы для литья под низким давлением обычно не имеют стояков, и расплавленный металл в стояке после снятия давления возвращается в тигель, поэтому коэффициент извлечения расплавленного металла может достигать 90%.
Процесс заливки расплавленного металла происходит очень плавно, без переворотов, ударов и брызг, что снижает образование окисленного шлака при заливке.
Затвердевание и кристаллизация металла происходят под давлением, что позволяет проводить этот процесс с хорошей подающей способностью и получать отливки с более компактной микроструктурой.
Свойства заполнения формы при литье под низким давлением делают его очень подходящим для отливок с большой поверхностью и тонкой толщиной стенки.
-Подготовка к заливке
Изготовление пресс-формы и выплавка металла
Как и в других процессах литья в неразъемные формы, форма изготавливается из жаропрочной стали. Аналогичен и процесс выплавки металла.
Подготовка к заливке
Подготовительные работы включают в себя проверку герметичности тигля, очистку стояка, измерение уровня жидкости, проверку герметичности и т.д.
Изготовление песчаных стержней (при наличии)
Как и литье в песчаные формы, но в отличие от литья под высоким давлением, литье под низким давлением позволяет вставлять в форму песчаные сердечники для формирования внутренней структуры отливки. Песчаный сердечник изготавливается с помощью ручного труда или машины для засыпки смолистого песка в ящик для песчаного сердечника. После затвердевания песчаного сердечника ящик с сердечником открывают и достают песчаный сердечник.
-4 Шаги для выполнения типичного процесса литья под низким давлением
LPDC Шаг 1: подачаШаг 1: подача

Расплавленный металл подается в тигель через загрузочное отверстие. Тигель оснащен нагревательным элементом, который позволяет поддерживать нужную температуру расплавленного металла.
LPDC Шаг 2: заполнениеШаг 2: заполнение

После загрузки тигель снова герметизируется, затем в него заливается прижимной газ, и расплавленный металл по стояку подается в полость формы. Давление газа составляет от 15 до 100 кпа.
LPDC Шаг 3: затвердеваниеШаг 3: затвердевание

Давление поддерживают в течение определенного времени, пока деталь, оставшаяся в пресс-форме, не затвердеет. Затем давление снимается, и расплавленный металл возвращается в тигель из стояка.
LPDC Шаг 4: выталкиваниеШаг 4: выталкивание

На этом этапе пресс-форма открывается, и отливки выталкиваются выталкивающими штифтами. Форма опрыскивается смазкой, снова закрывается и готовится к следующему циклу.
-Преимущества процесса литья под низким давлением
Высокая эффективность - как и при литье под высоким давлением, этот процесс легко поддается полной автоматизации.
Высокое качество - детали, изготовленные по этой технологии, обладают такими отличными характеристиками, как малые допуски, гладкая поверхность, хорошие механические свойства.
Высокий коэффициент использования материала - поскольку расплавленный металл после снятия давления возвращается в тигель, коэффициент использования материала гораздо выше, чем при других способах литья под постоянным давлением.
-Недостатки процесса литья под низким давлением
Как литейные машины, так и формы являются дорогостоящими. Это делает данный процесс пригодным только для крупносерийного производства.
Тигель и стояк легко подвергаются эрозии и повреждению из-за длительного хранения и контакта с расплавленным металлом. В свою очередь, расплавленный металл легко загрязняется элементами Fe из тигля и стояка.
ЛИТЬЕ ПОД НИЗКИМ ДАВЛЕНИЕМ
Процесс литья под низким давлением (LPF) заключается в вертикальном нагнетании жидкого металла из печи, расположенной под пресс-формой, через трубку. Расплавленный алюминий под давлением около 1 бар выталкивается вверх и вниз, заполняя полость металлической формы.
Этот процесс обеспечивает превосходные внутренние механические свойства, так как заполнение очень хорошо контролируется. Центральная подача с возможностью многократного увеличения количества заливок особенно подходит для производства деталей с песчаным сердечником и сложных деталей.
Позволяет получать сложные формы благодаря использованию сердечника.
Хорошие механические характеристики
Высокая производительность при использовании многогнездных пресс-форм.
Хорошее качество деталей с низкой пористостью и пониженным окислением, которое может быть улучшено термообработкой.
Стабильная, простая и высокоавтоматизированная технология.
Позволяет изготавливать тонкостенные детали.наши процессы литья под низким давлением алюминия
литье под давлением / кузница / сварка / гибка /
литье под давлением epgs/ изготовление деталей для энергетической промышленности, производство корпусов гидравлических насосов, корпусов электростанций, фланцев/крышек/корпусов из алюминиевых сплавов.
связаться с нами
Сопутствующие популярные продукты
Производство алюминиевых предварительно отформованных зажимов для тупиковых концов FTTH, предварительно отформованных армированных стержней для винтовых фитингов
ADSS OPGW Preformed Armor Rods manufacturer,High Quality Preformed Dead End Guy Grip For ADSS Cable Strain Tension Cable Clamp supplier. preformed dead-end grip overhead line fittings supplier, preformed rods, plastic tie, bird flight diverter, spiral vibration damper for Transmission and Distribution Line, Optical Fiber Cable, Antenna & Metal Buildings, Electrified Railway Network and Other Special Industries.
Автоматическая Машина Для Разбрасывания Песка С Предварительно Витой Проволокой XGPS-1
Электрические параметры: 1: Номинальное напряжение этой машины составляет 380 В переменного тока,...
изоляторы из силиконовой резины
Изоляторы из силиконовой резины обычно состоят из корпуса из силиконовой резины, стержня из стекл...
Предварительно сформированный зажим натяжения заземляющего провода Поставщик производство Процесс
Поставщик предварительно сформированных натяжных зажимов | Завод по обслуживанию OEM предварительно сформированных натяжных зажимов ADSS | Производитель предварительно сформированных тупиковых зажимов | Заводская цена на кабельные зажимы для тупиковых зажимов, готовые линейные продукты используются для связи ADSS волокно, кабель OPGW или OPPC, Поставщик предварительно сформированных тупиковых зажимов, спиральный натяжной зажим, спиральные фитинги для воздушных линий OPGW

композитные полимерные изоляторы с длинными стержнями
1. Введение композитных полимерных изоляторов с длинным стержнем Artisan Industry -...
Изготовление предварительно отформованных ремонтных лент из алюминиевого сплава для изготовления броневых стержней
Предварительно сформированные армирующие стержни брони Предварительно сформированное соединение / Предварительно сформированный зажим для растяжки Поставщик кабельных принадлежностей. Таблица выбора предварительно сформированных стержней брони для ACSR OPGW ADSS Примечание: Материал предварительно сформированных стержней брони для ACSR — проволока из алюминиевого сплава;


Производство предварительно отформованных броневых стержней, силовая арматура/OPGW ADSS OPPC кабельные аксессуары поставщик броневых стержней
Производитель предварительно отформованных броневых стержней ADSS из силового сплава, алюминиевые броневые стержни для ACSR, уплотненного ACSR, цельноалюминиевого сплава, уплотненного цельноалюминиевого AWAC, ACAR, линии электропередачи ACSS (AW и TW), плакированная алюминием сталь, стальные пряди, плакированные алюминием
XGZW-1 Автоматическая Гибочная Машина Для Предварительно Скрученной Проволоки
Электрические параметры: 1: Номинальное напряжение этой машины составляет 380 В переменного тока,...

Экраны Втулок высоковольтных трансформаторов / Производство Алюминиевых экранов
Применение алюминиевых экранирующих изделий: 1. Высоковольтные вводы, разрядники вы...

Кованая концевая арматура композитных изоляторов
Типичные конфигурации концевых фитингов для композитных изоляторов показаны на следующем рисунке....

Производство коронных колец высоковольтных ограничителей перенапряжения
Применение коронных колец для оборудования линий электропередачи/подстанций высокого напряжения ...

Высоковольтные линейные опорные изоляторы 230 кВ (фитинги с фланцевым концом)OEM завод
Изолятор из силиконовой резины Compositz Описание продукта цены на опорные изоляторы из композитн...